





CNC-muelanta procezo
Nombra kontrolo (ankaŭ komputila nombra kontrolo, kaj ofte nomita CNC) estas la aŭtomatigita kontrolo de maŝinaj iloj (kiel boriloj, torniloj, mueliloj kaj 3D-printiloj) per komputilo.CNC-maŝino prilaboras pecon el materialo (metalo, plasto, ligno, ceramikaĵo aŭ kunmetaĵo) por plenumi specifojn sekvante kodigitan programitan instrukcion kaj sen mana funkciigisto rekte kontrolanta la maŝinprilaboradon.
CNC-maŝino estas motorizita manovra ilo kaj ofte motorizita manovrebla platformo, kiuj ambaŭ estas kontrolitaj de komputilo, laŭ specifaj enigaĵoj.Instrukcioj estas liveritaj al CNC-maŝino en la formo de sinsekva programo de maŝinkontrolaj instrukcioj kiel ekzemple G-kodo kaj M-kodo, tiam efektivigitaj.La programo povas esti skribita fare de persono aŭ, multe pli ofte, generita per grafika komputila dezajno (CAD) programaro kaj/aŭ komputila helpa fabrikado (CAM) programaro.En la kazo de 3D-presiloj, la presita parto estas "tranĉata", antaŭ ol la instrukcioj (aŭ la programo) estas generita.3D-presiloj ankaŭ uzas G-Kodon.
CNC estas vasta plibonigo super ne-komputila maŝinado kiu devas esti mane kontrolita (ekz. uzante aparatojn kiel manradoj aŭ leviloj) aŭ meĥanike kontrolita per antaŭfabrikitaj ŝablono gvidiloj (kamoj).En modernaj CNC-sistemoj, la dezajno de mekanika parto kaj ĝia produktadprogramo estas tre aŭtomatigita.La mekanikaj grandecoj de la parto estas difinitaj uzante CAD-softvaron kaj tiam tradukitaj en produktaddirektivojn per komputil-helpata fabrikado (CAM) softvaro.La rezultaj direktivoj estas transformitaj (per "postprocesoro-" softvaro) en la specifajn komandojn necesajn por speciala maŝino por produkti la komponenton kaj tiam estas ŝarĝitaj en la CNC-maŝinon.
Ĉar iu speciala komponento eble postulos la uzon de kelkaj malsamaj iloj - boriloj, segiloj, ktp. - modernaj maŝinoj ofte kombinas multoblajn ilojn en ununuran "ĉelon".En aliaj instalaĵoj, kelkaj malsamaj maŝinoj estas uzitaj kun ekstera regilo kaj homaj aŭ robotaj funkciigistoj kiuj movas la komponenton de maŝino al maŝino.En ambaŭ kazoj, la serio de paŝoj necesaj por produkti ajnan parton estas tre aŭtomatigita kaj produktas parton kiu proksime kongruas kun la origina CAD-desegnaĵo.
Muelado estas tranĉa procezo, kiu uzas frezon por forigi materialon de la surfaco de laborpeco.La frezo estas rotacia tranĉilo, ofte kun multoblaj tranĉaj punktoj.Kontraste al borado, kie la ilo estas progresinta laŭ sia rotaciakso, la tranĉilo en muelado estas kutime movita perpendikulare al sia akso tiel ke tranĉado okazas sur la cirkonferenco de la tranĉilo.Ĉar la freztranĉilo eniras la laborpecon, la tranĉrandoj (flutoj aŭ dentoj) de la ilo plurfoje tranĉas en kaj eliras de la materialo, forrazante blatojn (swarf) de la laborpeco kun ĉiu paŝo.La tranĉa ago estas tonda deformado;materialo estas forpuŝita de la laborpeco en etaj aretoj kiuj pendas kune laŭ pli aŭ pli malgranda mezuro (depende de la materialo) por formi blatojn.Ĉi tio faras metaltranĉadon iom malsama (en ĝia mekaniko) de tranĉado de pli molaj materialoj per klingo.
La muela procezo forigas materialon farante multajn apartajn, malgrandajn tranĉojn.Tio estas plenumita uzante tranĉilon kun multaj dentoj, turnante la tranĉilon ĉe alta rapideco, aŭ avancante la materialon tra la tranĉilo malrapide;plej ofte temas pri iu kombinaĵo de ĉi tiuj tri aliroj.[2]La rapidecoj kaj furaĝoj uzitaj estas diversaj por konveni kombinaĵon de variabloj.La rapideco ĉe kiu la peco antaŭeniras tra la tranĉilo estas nomita furaĝrapideco, aŭ nur manĝo;ĝi estas plej ofte mezurita kiel distanco po tempo (coloj je minuto [in/min aŭ ipm] aŭ milimetroj je minuto [mm/min]), kvankam distanco per revolucio aŭ po tranĉildento ankaŭ estas foje uzataj.
Ekzistas du gravaj klasoj de muelada procezo:
1.En vizaĝo-muelado, la tranĉa ago okazas ĉefe ĉe la finaj anguloj de la fresilo.Facemuelado estas uzata por tranĉi platajn surfacojn (vizaĝoj) en la laborpecon, aŭ tranĉi platfundajn kavaĵojn.
2.En ekstercentra muelado, la tranĉa ago okazas ĉefe laŭ la cirkonferenco de la tranĉilo, tiel ke la sekco de la muelita surfaco finas ricevi la formon de la tranĉilo.En ĉi tiu kazo, la klingoj de la tranĉilo povas esti viditaj kiel elpreni materialon el la laborpeco.Ekstercentra muelado estas bone konvenita al la tranĉado de profundaj fendoj, fadenoj, kaj ilardentoj.
| CNC-maŝino | Priskribo |
| Muelejo | Tradukas programojn konsistantajn el specifaj nombroj kaj literoj por movi la spindelon (aŭ laborpecon) al diversaj lokoj kaj profundoj.Multaj uzas G-kodon.Funkcioj inkluzivas: vizaĝo-muelado, ŝultro-muelado, frapetado, borado kaj iuj eĉ ofertas turnadon.Hodiaŭ, CNC-muelejoj povas havi 3 ĝis 6 aksojn.Plej multaj CNC-mueliloj postulas meti la laborpecon sur aŭ en ili kaj devas esti almenaŭ same grandaj kiel la laborpeco, sed novaj 3-aksaj maŝinoj estas produktitaj, kiuj estas multe pli malgrandaj. |
| Tornilo | Tranĉas laborpecojn dum ili estas turnitaj.Faras rapidajn, precizajn tranĉojn, ĝenerale uzante indekseblajn ilojn kaj borilon.Efika por komplikaj programoj dizajnitaj por fari partojn, kiuj estus nefareblaj per manaj torniloj.Similaj kontrolaj specifoj al CNC-mueliloj kaj ofte povas legi G-kodon.Ĝenerale havas du aksojn (X kaj Z), sed pli novaj modeloj havas pli da aksoj, permesante ke pli progresintaj laborlokoj estu maŝinprilaboritaj. |
| Plasma tranĉilo | Engaĝas tranĉi materialon per plasmotorĉo.Ofte uzata por tranĉi ŝtalon kaj aliajn metalojn, sed povas esti uzata sur diversaj materialoj.En ĉi tiu procezo, gaso (kiel ekzemple kunpremita aero) estas blovita ĉe alta rapideco el ajuto;en la sama tempo, elektra arko estas formita tra tiu gaso de la ajuto ĝis la surfaco estanta tranĉita, turnante iom da el tiu gaso al plasmo.La plasmo estas sufiĉe varma por fandi la tranĉitan materialon kaj moviĝas sufiĉe rapide por krevigi fanditan metalon for de la tranĉo. |
| Elektra malŝarĝa maŝinado | (EDM), ankaŭ konata kiel sparkmaŝinado, sparkerozio, brulado, ĵetkubo, aŭ dratorozio, estas produktadprocezo en kiu dezirata formo estas akirita uzante elektrajn senŝargiĝojn (sparkoj).Materialo estas forigita de la laborpeco per serio de rapide revenantaj kurentaj senŝargiĝoj inter du elektrodoj, apartigitaj per dielektrika likvaĵo kaj kondiĉigitaj de elektra tensio.Unu el la elektrodoj estas nomita la ilelektrodo, aŭ simple la "ilo" aŭ "elektrodo", dum la alia estas nomita la laborpeca elektrodo, aŭ "laborpeco". |
| Plur-spindela maŝino | Tipo de ŝraŭbmaŝino uzata en amasa produktado.Konsiderita kiel tre efika pliigante produktivecon per aŭtomatigo.Povas efike tranĉi materialojn en malgrandajn pecojn dum samtempe utiligante multfacetan ilaron.Plur-spindelaj maŝinoj havas multoblajn spindelojn sur tamburo kiu rotacias sur horizontala aŭ vertikala akso.La tamburo enhavas borilkapon kiu konsistas el kelkaj spindeloj kiuj estas muntitaj sur globlagroj kaj movitaj per ilaroj.Estas du specoj de aldonaĵoj por ĉi tiuj boradkapoj, fiksaj aŭ alĝustigeblaj, depende de ĉu la centra distanco de la boradspindelo devas esti variita. |
| Drato EDM | Ankaŭ konata kiel drato-tranĉa EDM, drato brulanta EDM, aŭ vojaĝaddrata EDM, ĉi tiu procezo uzas fajrerozion por maŝini aŭ forigi materialon de iu ajn elektre kondukta materialo, uzante vojaĝaddratan elektrodon.La dratelektrodo kutime konsistas el latun- aŭ zink-tegita latuna materialo.Drato EDM permesas proksime de 90-gradaj anguloj kaj aplikas tre malmulte da premo sur la materialo.Ĉar la drato estas eroziita en ĉi tiu procezo, drata EDM-maŝino nutras freŝan draton el bobeno dum hakado de la uzata drato kaj lasante ĝin en rubujo por reciklado. |
| Sinker EDM | Ankaŭ nomita kavaĵa tipo EDM aŭ volumena EDM, sinker EDM konsistas el elektrodo kaj laborpeco mergitaj en petrolo aŭ alia dielektrika fluidaĵo.La elektrodo kaj laborpeco estas konektitaj al taŭga elektroprovizo, kiu generas elektran potencialon inter la du partoj.Ĉar la elektrodo alproksimiĝas al la laborpeco, dielektrika kolapso okazas en la likvaĵo formante plasmokanalon kaj malgrandajn sparksaltojn.Produktado ĵetkuboj kaj ŝimoj ofte estas faritaj kun sinker EDM.Kelkaj materialoj, kiel molaj feritaj materialoj kaj epoksi-riĉaj ligitaj magnetaj materialoj ne estas kongruaj kun sinker EDM ĉar ili ne estas elektre konduktaj.[6] |
| Akva jeta tranĉilo | Ankaŭ konata kiel "akvoŝpruco", estas ilo kapabla tranĉi en metalon aŭ aliajn materialojn (kiel ekzemple granito) uzante akvojeton ĉe alta rapideco kaj premo, aŭ miksaĵon de akvo kaj abraziva substanco, kiel ekzemple sablo.Ĝi estas ofte uzata dum la fabrikado aŭ fabrikado de partoj por maŝinaro kaj aliaj aparatoj.Akvoŝpruco estas la preferata metodo kiam la materialoj estantaj tranĉitaj estas sentemaj al la altaj temperaturoj generitaj per aliaj metodoj.Ĝi trovis aplikojn en diversa nombro da industrioj de minado ĝis aerospaco kie ĝi estas uzata por operacioj kiel tranĉado, formado, ĉizado kaj reamado. |

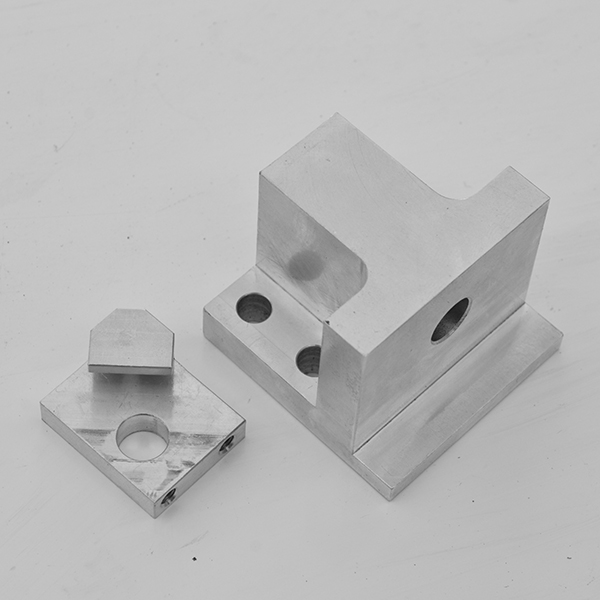
CNC-borado
partoj

CNC maŝinprilaborita
aluminiaj partoj

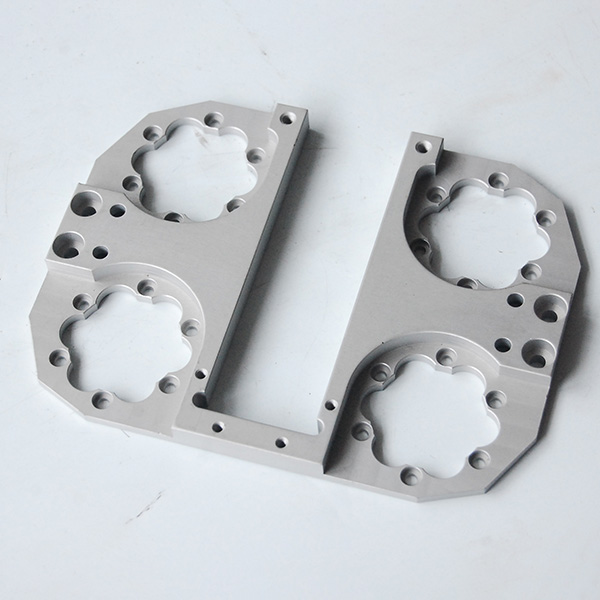
CNC-maŝinado
fleksitaj partoj

CNC maŝinpripartoj
kun anodizado
Alta precizeco
cnc partoj
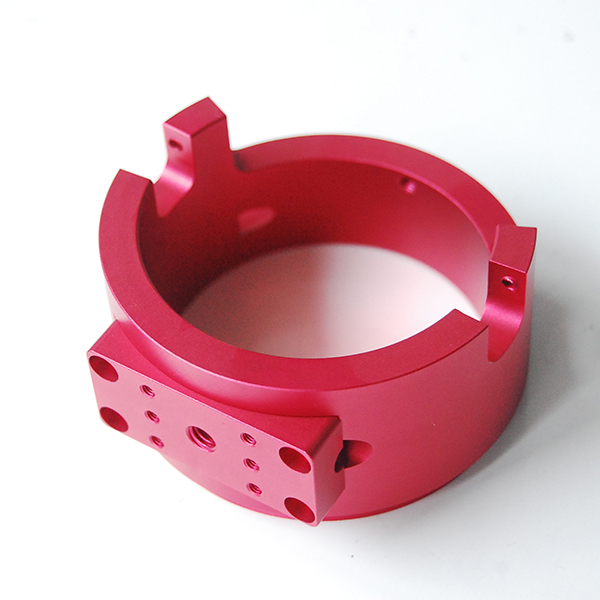
Preciza aluminia fandado
kun maŝinprilaborita kaj anodigita
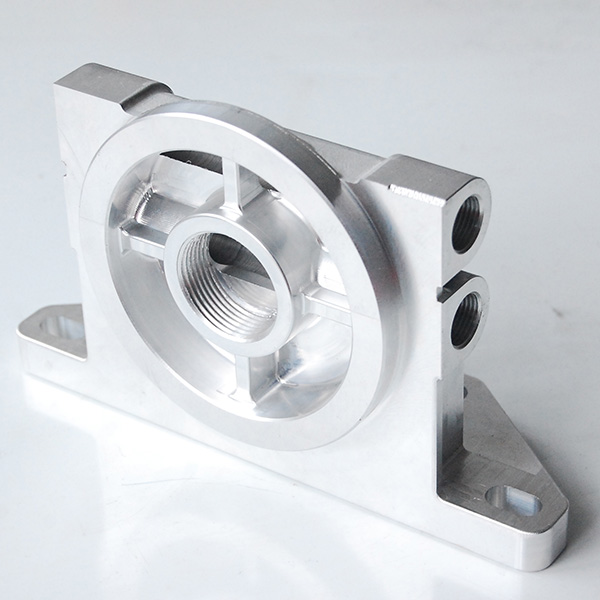
Precizeca gisita aluminio
kun maŝinprilaborita

Ŝtalo cnc
maŝinpripartoj



